
An Arca rail for competition rifles is pretty much mainstream at this point. A host of shooting accessories are available with arca mount capability. When doing work on my rifles, I thought it would be nice to have arca compatible jaws in my vise. This would provide a firm hold for common tasks such as cleaning, muzzle brake removal, and various gunsmithing tasks.
My primary shop vise is a basic Yost model 455 5.5″. It has removable jaws, held in by two custom 1/4″-20 bolts.
The Design
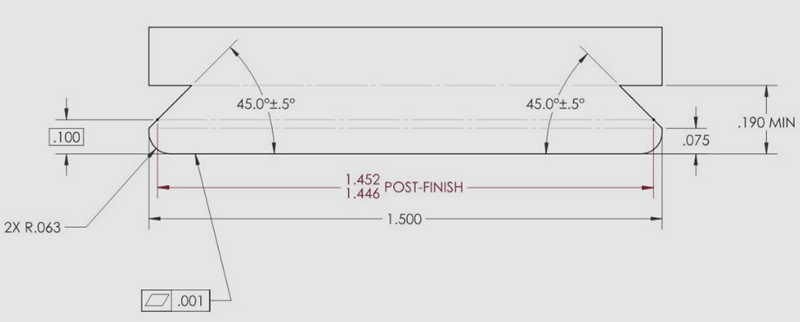
The spec for the mating dovetail is shown here. This corresponds to an object to be held in the vise, e.g. a rifle with an arca base. The 1.5″ width doesn’t apply since the jaws move. The jaw design has a height of 0.180″ to fit below the dovetail 0.190″ spec (so that the dovetail rests on the flat surface of the jaw). The jaw design also has an enlarged flat area to ensure the object can easily rest on the jaw surface while the vise is tightened.
A CAD model was designed in SolveSpace. The design is quite straightforward. Simply draw the side profile and extrude.
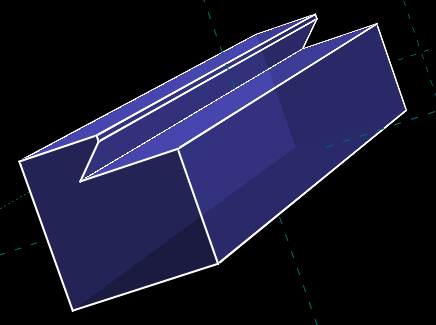
The mounting holes were left out to keep this generic, so that others can drill their own to fit. You can find it at Thingiverse. This can be 3D printed or submitted to a CNC service to machine.
Milling the Jaws
I milled a pair of these to have an aluminum set. Starting with 3/4″ aluminum bar stock, cut two pieces 5 1/2″ long.
Note that each of the following steps was done on each of the two pieces, to reduce setup time.
Drill the mounting holes and countersink.
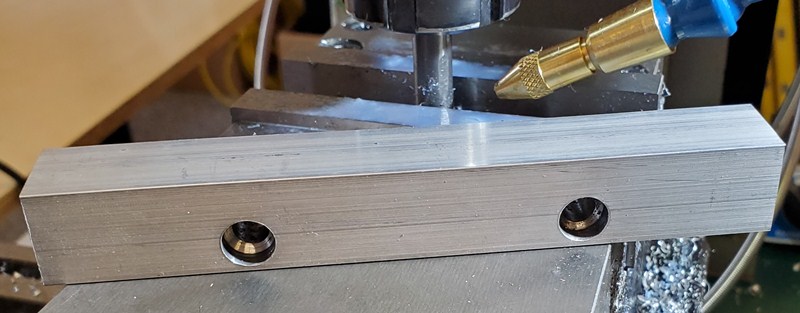
I needed longer screws to mount these thicker jaws. I couldn’t find bolts with the right head diameter, so I ended up grinding down the head of some Flat Head Socket Cap Screws. I used these Flat Head Socket Cap Screws
Test fit this on the vise.
Mill the channel section. Use a 3/8″ end mill.
Mill the channel the full 0.350″ width, and over a series of passes, to 0.180″ deep.
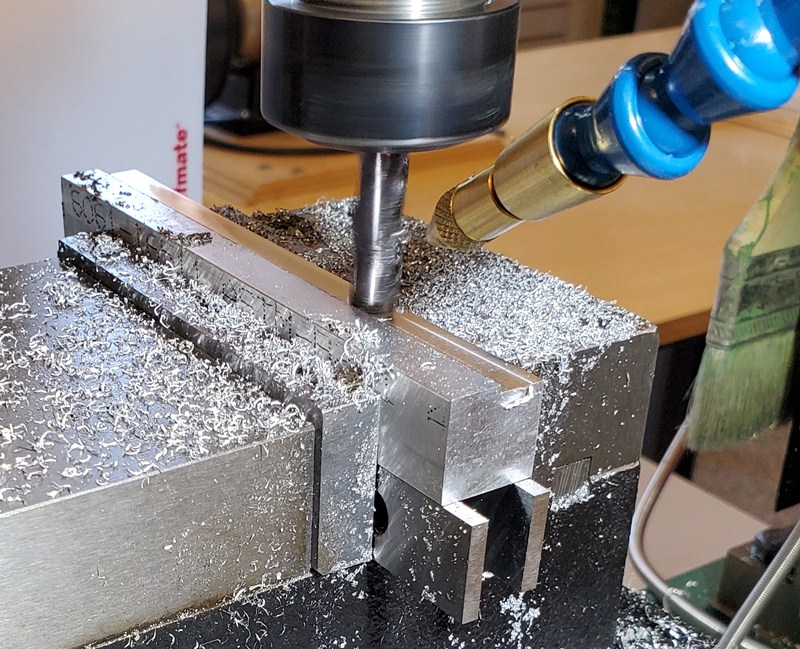
Next, use a 45 degree dovetail cutter to mill the dovetail section. I used a 3/4″ diameter cutter.

Set the cutter flush with the channel. With a series of passes (I did 0.010″ per pass), mill out a 0.150″ lateral dovetail section.
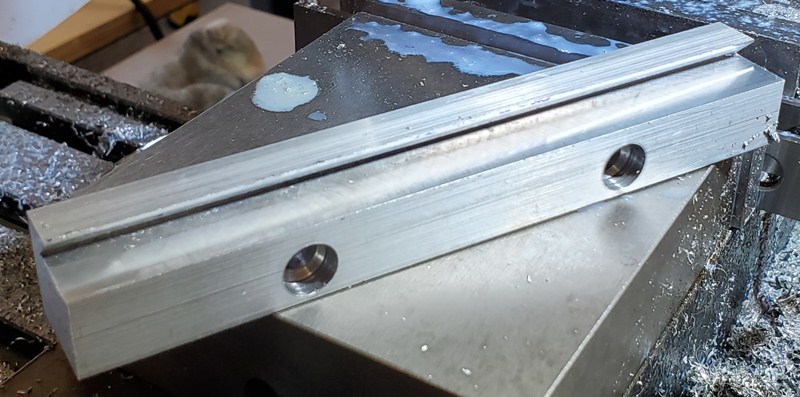
A completed jaw.
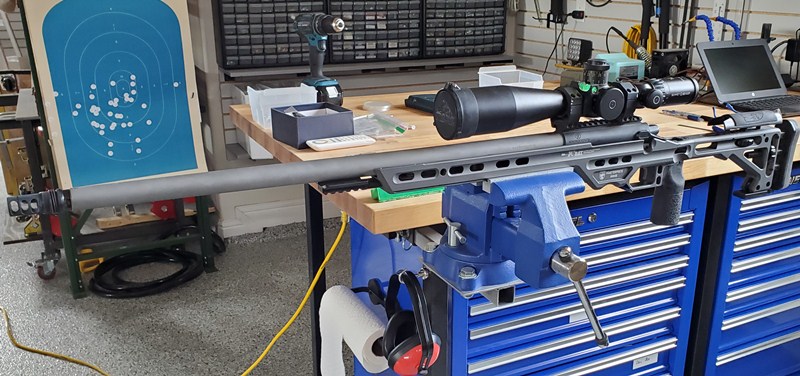
Trying it out on a rifle. Close the jaws down first so that the rifle arca rail can sit in the channel, then tighten it up.